所属栏目:高级技工
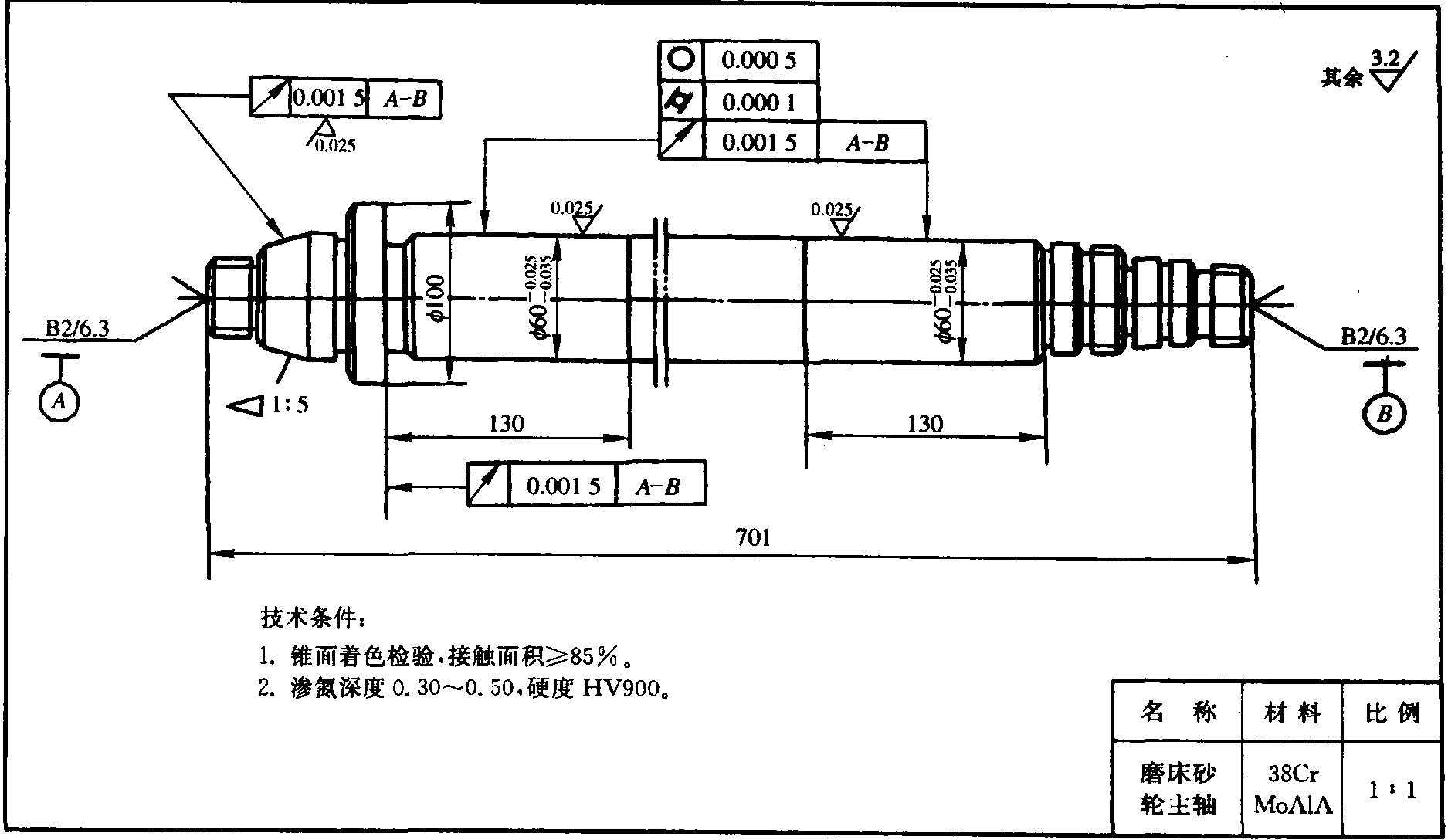
如图2.1-3所示是磨床砂轮主轴零件图。零件材料是38CrMoAlA,热处理渗氮硬度HV900(HRC64)。在MG1432B型高精度万能外圆磨床上加工。选择PA240V平形砂轮,砂轮修整用量vs=15~20m/s,f修=0.012mm/r(v纵=10mm/min),ap修=0.0025mm,修整三次,光修整一次。 ......(本文共 1700 字 , 1 张图) [阅读本文] >>
 知识贝壳
知识贝壳