 APP
APP 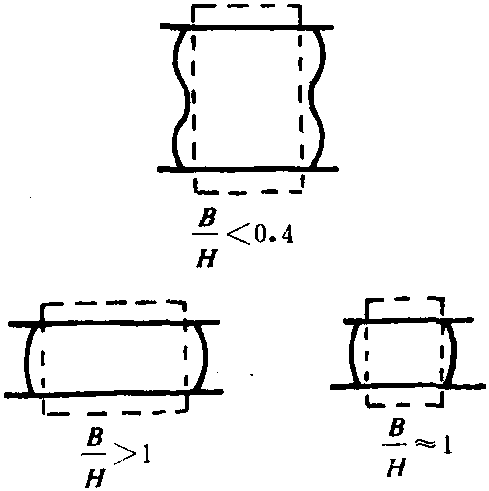
轧制时轧件在高度方向受压,金属向长度和宽度方向流动,即产生延伸和宽展。压下量愈大,相应的延伸和宽展也愈大。实践证明,压下量是影响宽展的主要因素,当轧前高度H不变时,宽展量与压下率(相对压下量)的关系如图3—59所示。图 (共 432 字) [阅读本文] >>
海量资源,尽在掌握
轧制时轧件在高度方向受压,金属向长度和宽度方向流动,即产生延伸和宽展。压下量愈大,相应的延伸和宽展也愈大。实践证明,压下量是影响宽展的主要因素,当轧前高度H不变时,宽展量与压下率(相对压下量)的关系如图3—59所示。图 (共 432 字) [阅读本文] >>
