 APP
APP 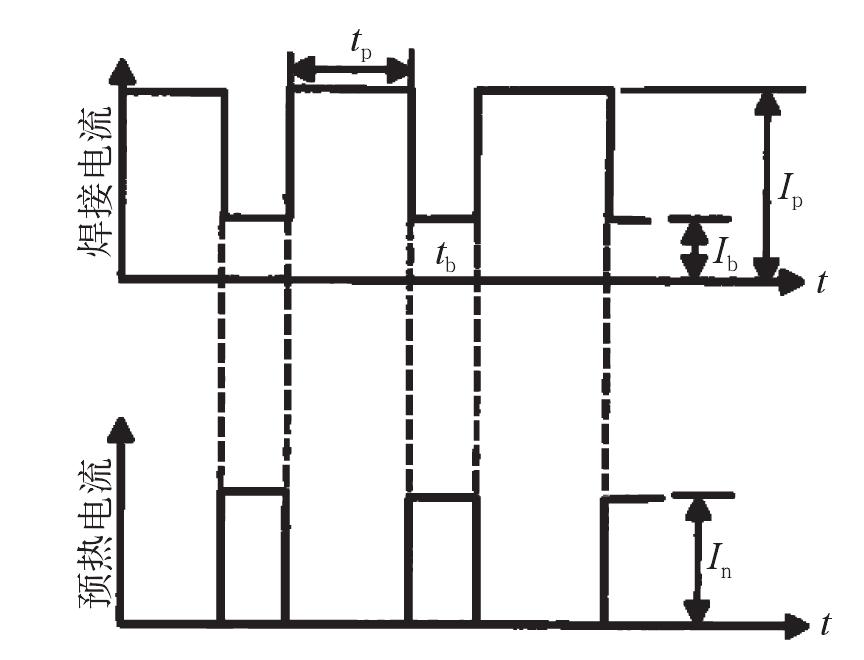
热丝钨极氩弧焊原理如图2-79所示。填充焊丝在进入熔池之前约10cm处开始,由加热电源通过导电块对其通电,依靠电阻热将焊丝加热至预定温度,与钨极呈40°~60°角,从电弧后面送入熔池,这样熔敷速度可比通常所用的冷丝提高 (共 678 字) [阅读本文] >>
海量资源,尽在掌握
热丝钨极氩弧焊原理如图2-79所示。填充焊丝在进入熔池之前约10cm处开始,由加热电源通过导电块对其通电,依靠电阻热将焊丝加热至预定温度,与钨极呈40°~60°角,从电弧后面送入熔池,这样熔敷速度可比通常所用的冷丝提高 (共 678 字) [阅读本文] >>
