 APP
APP 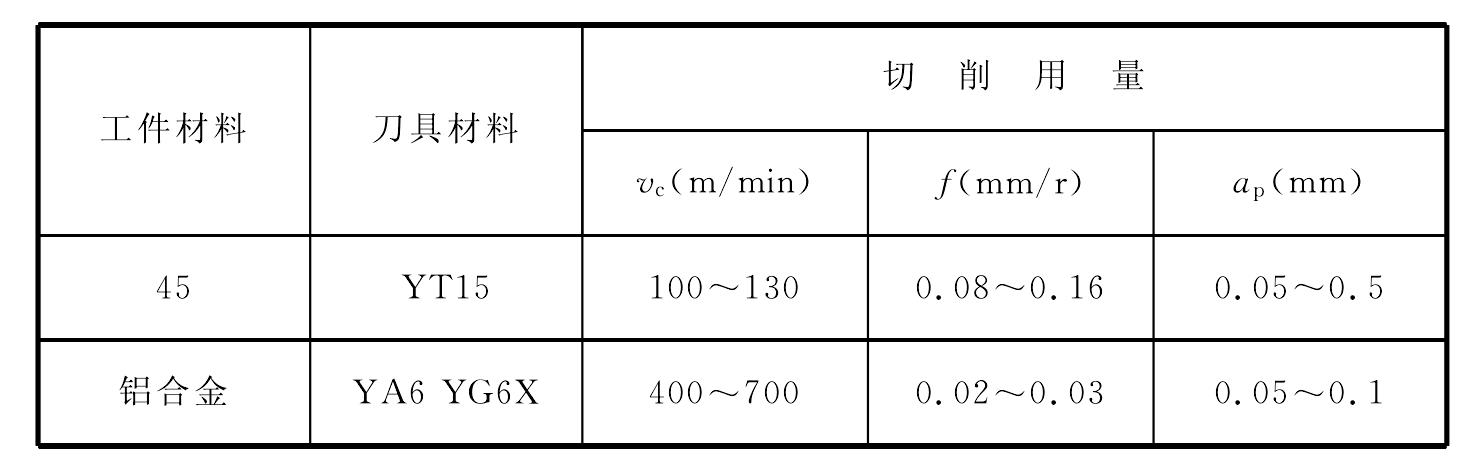
为减少工件的振动和变形,应尽量使工件上所受的切削力和切削热减小,所以加工薄壁类工件时一般采用较高的切削速度,但背吃刀量和进给量不宜大。推荐的切削用量见表1.2-1。表1.2-1 薄壁工件切削用量(精车) (共 101 字) [阅读本文] >>
海量资源,尽在掌握
为减少工件的振动和变形,应尽量使工件上所受的切削力和切削热减小,所以加工薄壁类工件时一般采用较高的切削速度,但背吃刀量和进给量不宜大。推荐的切削用量见表1.2-1。表1.2-1 薄壁工件切削用量(精车) (共 101 字) [阅读本文] >>
